- 時計Begin TOP
- 特集
- 【IWCの工房へ行ってきた!!】ケースはすべて切削、これがIWCの時計作りの伝統
2019.02.15
【IWCの工房へ行ってきた!!】ケースはすべて切削、これがIWCの時計作りの伝統
IWCは、ケース製造技術にも秀で、その内製率は、ほぼ100%。
多様な素材を高精度に切削加工し、手仕上げで優れた審美性をかなえる。
精密切削加工と手仕上げで最上級のケースが生まれる
チタンケースをスイスでいち早く自社製造するなど、IWCはケース製造においても時計界をリードする。そもそも鍛造できないチタンはもとより、ゴールドやSSのケースもすべて切削加工しているのは、より精密な内部構造や美しい外観を得るため。その製造部門は、広大な新ファクトリーの地下1階の大半を占める。ゴールドとSSは冷間鍛造し、組成が密な部材を使用。その他、ブロンズやチタン合金系のセラタニウムなど、扱う素材は多彩だ。素材の性格に合わせ、各マシンを調整し、最適なバイト(刃)や切削速度によって誤差30ミクロン以内という、高精度な加工を実現する。工作機械が並ぶ隣では、伝統的な手作業による仕上げ部門がある。最大21工程の手仕上げを経て、最上の美観はかなう。
生産数が多くてもコレだけは譲らない

滑らかな表面は精密加工の証
1次切削を終えたケースは、その形から通称UFO。内部とベゼルの加工は済み、続いて周囲を切削してケースとラグを形成する。切りっぱなしの状態だが、表面は滑らか。加工の精密さが窺える。
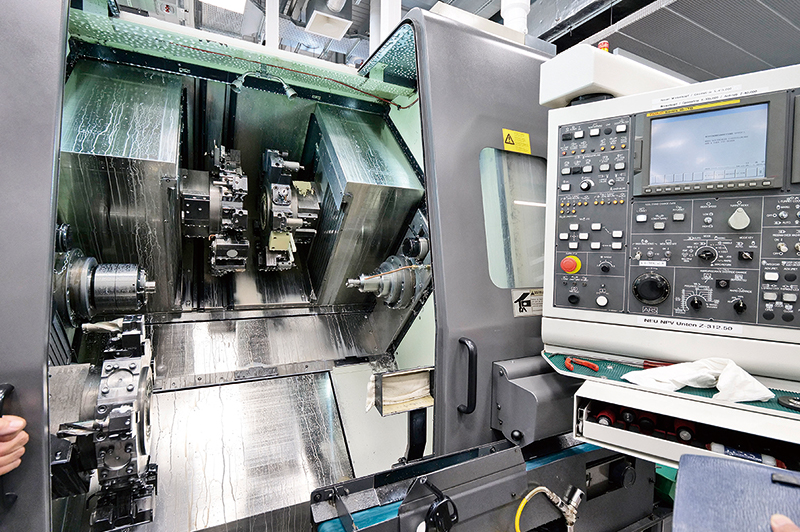
両面切削できる秘密兵器
最新のケース用CNCマシン。部材を自動で持ち換え、左右から裏と表の両面を切削加工できるスグレモノだ。36ものツールがセットでき、どんな複雑な形状にも対応する。

チタンの塊から削り出す
IWCが長く得意とするチタンケースの原料となる丸棒。かなり大きいが、指先で持てるほどに軽い。これをスライスしてCNCマシンにセットし、精密な切削加工をする。

入念さを極める手仕上げ
ケースの仕上げ部門では、15名の職人が働く。いずれも社内訓練で技術を徹底的に磨いた腕利き揃いだ。ポリッシングは、極めて入念。輝くような鏡面が、与えられる。

在庫管理はカンバン方式
ケース用素材のストックルーム。一目で在庫量が分かるようになっている。これは、日本の自動車メーカーの"カンバン方式"を見ならった。サイズに応じて太さも様々。

超大型ケースを素材で軽く
ビッグ・パイロット・ウォッチ・ヘリテージ
最初期のパイロット・ウォッチを模したケースは、極めて巨大。軟鉄製インナーケースも備わるが、チタンの恩恵で着け心地は快適だ。7日巻きCal.52110を搭載。自動巻き。径46.2㎜。チタンケース。カーフストラップ。146万5000円。

IWCを象徴するアイコン
ビッグ・パイロット・ウォッチ
シリーズの看板モデルは、自社製7日巻きCal.5200系を積む。ブラックのダイヤルにホワイトの針とインデックスが浮かび上がる高い視認性は、初代から変わらぬ機能美。自動巻き。径46.2㎜。SSケース。カーフストラップ。145万5000円。
[時計Begin 2019 WINTERの記事を再構成]
写真/岸田克法 文/髙木教雄 構成/市塚忠義